
(Not interested in theory? Want to get straight to the method of continuous improvement? Click here.)
Continuous improvement is the lifeblood of your organisation.
If you don’t improve, your competitors will, and that’s that, then.
Also, if you just keep doing what you’ve always been doing, your organisation will actually decline, because you will get what you have always got.
Finally, if you improve a little and a little here and there, at best you may be able to only keep your head above the water.
Neither of those things will quite work if you want to do well.

So how do you continuously improve?
You improve continuously by being systematical.
Systematical, in turn, means testing.
The thing is, continuous improvement is not about throwing out a great idea at the coffee table.
It’s neither about sending an email to someone saying that so-and-so could be a good idea.
It sure could, but nothing will be done about it unless
- it’s promoted according to some pre-agreed method that’s fair to all ideas, and
- it’s clear who’ll do it (i.e. roles and responsibilities are clear).
If these are missing then nothing will happen and it’s easy to say: “Yeah, we tried that already”.
Well actually, you didn’t.

What is continuous improvement not suitable for?
Continuous improvement can probably skipped if
- You have an IT system upgrade that the supplier has already done a hundred times for others. In that case, the project plan presented by the supplier probably will work with minor tweaks.
- If you have a customer delivery project for customer X or product Y and there is a high certainty of its success rate.
- If you have another kind of one-off job or change with a very clear start and end date or condition.
Continuous improvement is a system that produces results
Instead, what you should do is create routines that produce achievements towards strategic objectives.
Continuous improvement is exactly such a routine and even a system that produces tangible achievements.
Here’s how:

1: First, your organisation probably has some long-term direction, e.g. a strategy, that dictates where you are going in general. Review it before starting the tests as it will guide all your eventual choices.
2: Describe what the current state of things are. There are many methods for this, e.g. fishbone diagram, value stream map, interviews and others. On a high level it’s not important what method you use, but it is important that you can describe how things are currently, and do it preferably with numbers.
3: Then describe the target state. This could be the same fishbone diagram where you indicate, after root cause analysis that by removing a group of factors or solving a bunch of problems the current state can be improved by 50%. HOWEVER: if you are launching continuous improvement for the first time, we seriously recommend that you address a single change first or aim for e.g. only 5% improvement. After all, if you can’t solve even a single issue or improve something by only 5%, there is no point in putting any more into the scope of the first test. Later on, you will find out what your actual continuous improvement capacity is. More on that below.
4: Here’s the thing: in your quest for the Ultimate Goal, no one necessarily knows exactly how to get there in practice and if anyone says otherwise they’re an extrovert or strong in their beliefs. This is illustrated by the so-called Threshold of Knowledge: at some point in time, in your capacity, capabilities or planning ability, there is a line beyond which no one can see. This is why you have to test things, i.e. do small controlled tests to see if you can fix a problem or improve something by even that 5% without consuming everyone’s resources too much.
5: If you manage to improve something with a test, great! The state you reached is now your current state (2) AND the Threshold of Knowledge moved forward a little. Then just describe your next target state (3) and do the next test (4). And the next one (4). And the next (4).
That’s continuous improvement for you.
6: Finally: sometimes a test doesn’t work, doesn’t produce favourable results or you hit a dead end. In that case you have to go back to the previous working state (2) and do a new test. It’s possible that you may even have to go back several steps.
This, by the way, calls for clear written plans and measurement of current state and results so that you know where exactly to back out to.
So what is continuous improvement, actually?
So real continuous improvement is
- Gradual, systematic improvement that you can initiate with even just one employee to improve his or her work, the environment, processes or the issues they are dealing with.
- it is also a problem-solving method at grassroots level
- and a way of seizing opportunities without asking specifically for permission, (because the method is agreed in advance)
- and a way to make small improvements through small tests that also have low risk.
- It is also a positive attitude and a willingness to improve.

What is not continuous improvement?
Continuous improvement is not
- Big projects in a company that take time and money. They are important, but there are different management models for them, e.g. operational development projects.
- Rockin’and’a’rollin let’s-get-it-done attitude that lacks structure. After all, once that smoke clears out, it’s time to find the scapegoats and that’s about it.
- Random brainstorming and then wondering why nothing ever happens. Nothing happens, because no one rarely takes responsibility of these.
- A cardboard box in the corner of the canteen, where ideas go to die. You can use the box for continuous improvement, of course, but that’s where the process needs to start.

Why care about continuous improvement?
Studies have found that systematic continuous improvement can.
- increase employee satisfaction
- increase work efficiency
- improve communication between teams
- strengthen commitment
- improve the motivation of team members.
- Continuous improvement often also acts as a catalyst for bigger improvements
- Continuous improvement can also improve all other performance indicators in your organisation.
Systematic improvement is also important because
- everyone’s ideas can be treated fairly and in the same way
- then it’s possible to effectively communicate what exactly is being improved, when it will start to benefit and who will benefit from it
- you can then reward those who suggest improvements in various ways (with public recognition, movie tickets or cash (HOWEVER, monetary rewarding needs to be very carefully considered because once you start it, you can rarely back out of it later. Instead, don’t forget: a public thank you can have a big impact!)).

Continuous improvement is systematic
Well, what is that “systematic” then?
First of all, the Deming cycle.
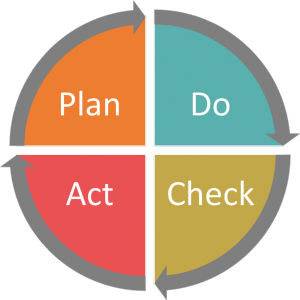
The Deming Cycle is a model that’s like a process through which you drive your test:
- First, you plan what kind of test you want to do (Plan)
- Then you do the test, observe and gather data (Do)
- Then you review how the change went and what the result was (Check)
- And finally you decide whether to continue or go back (Act)
Continuous improvement is scientific
When you want to make this even more scientific (and you want to make this even more scientific), you’ll change the name of step three to Study where you’ll apply statistical analysis so that the Check stage is not just “Well, how was it?”.
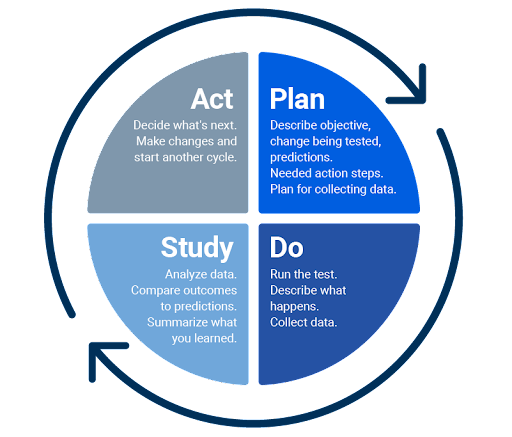
“The “Study” step is to measure, analyse and demonstrate the difference of the target state to the current state in a scientific way, e.g. with numbers or percentages.
Because “I guess it worked” is not quite scientific yet.
What can be improved continuously?
Well, what to improve, then?
- First of all, in every organisation, anyone can from the top of their head explain what should be improved, because majority of employees are feeling the effects of the biggest problems. Ask five people what’s wrong and they’ll tell you.
- If they don’t, ask the following question: ‘What is the biggest factor that is preventing you from performing to your full potential at work?’ Put the answers in order of their frequency and there you have it, the first thing that needs to be improved and will benefit many.

Other ways to find out what needs to be improved is to interview people and ask the following question:
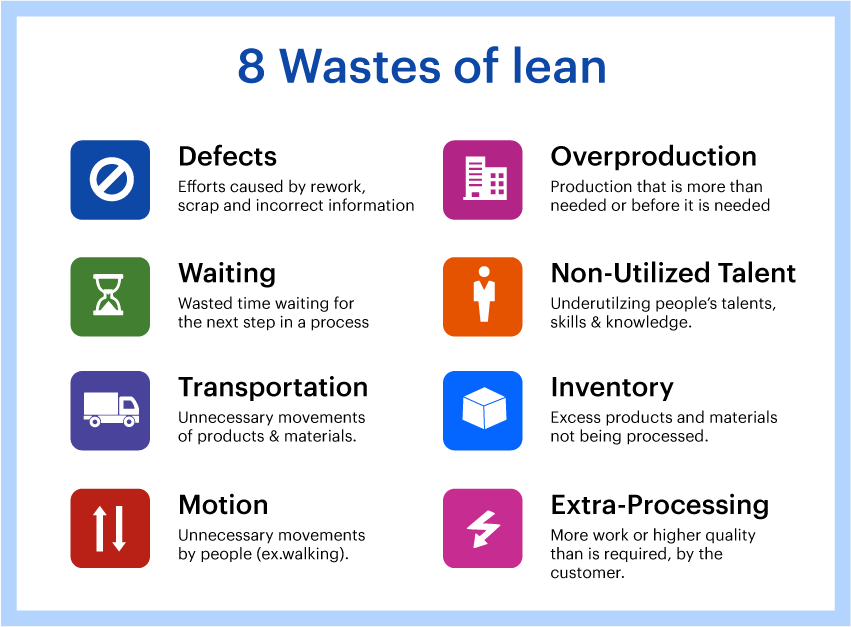
Do you have something,
- that causes extra work or rework?
- that is always expected?
- that always has to be done twice?
- that needs to be moved back and forth?
- that is constantly running underpowered?
- that piles up?
- that is stored unnecessarily?
- that is done too well when less would be enough?
If you do, you have a thing called “waste“. This is familiar from the so-called Lean method and with continuous improvement you can eliminate it.
How about these?
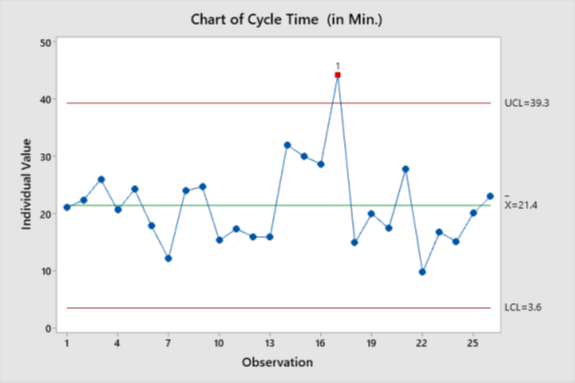
- Is your quality uneven?
- Or is it that you don’t always know how your business is going to turn out?
- Or you don’t know exactly what comes out your process?
- Or you don’t know if your customers are satisfied with your outputs?
In this case you have variation as described by the Six Sigma methodology. Variation, too, can be continuously improved.
Ok. And do you have any of these?
- Do you have a single employee who knows something about something and no one else knows as much about it and now that someone is retiring and taking all that knowledge with them because no project has been started to document that knowledge?
- Or do you have a machine or an equipment and there’s only one such available and only one person knows how to repair it?
- Do you have one person at work who is the only one with your company credit card, access to a particular system or keys to a storage room and that person is constantly on sick leave so that purchases, reporting or some confidential items are difficult to access? (true story, by the way)
Then you have what’s called a bottleneck, which is familiar from Theory of Constraints. And whaddya know: bottlenecks can also be managed through continuous improvement.
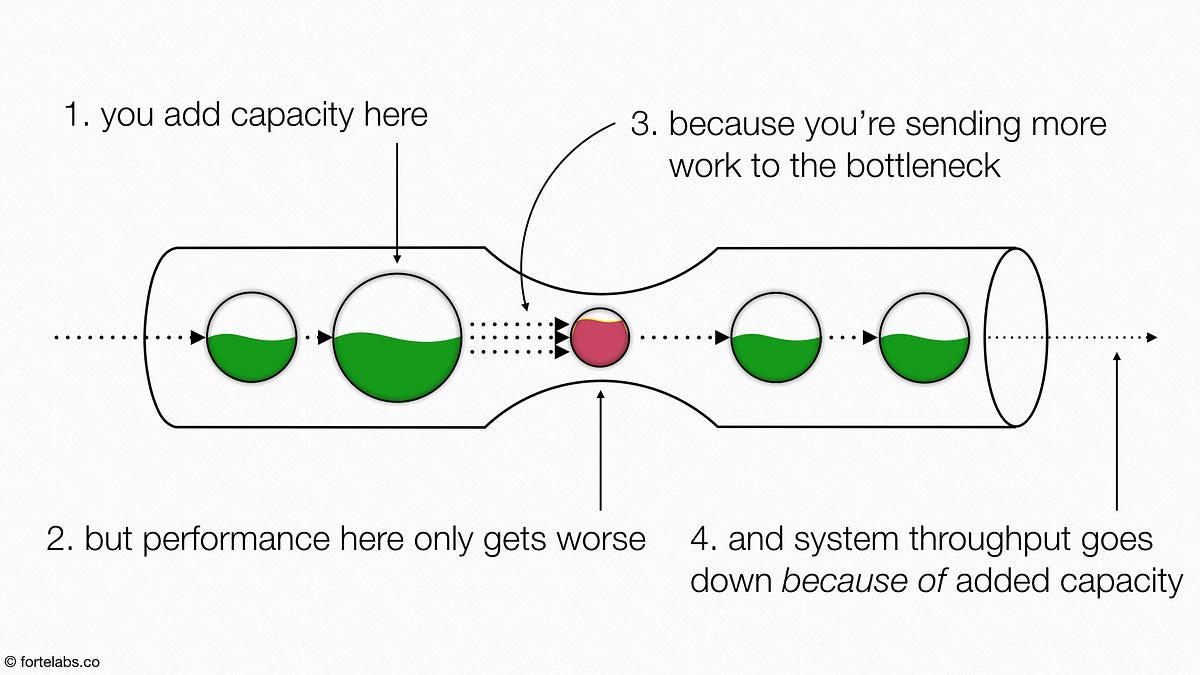
If you happen to work at manufacturing, below you’ll find the usual bottleneck problem, which is that management is stuffing more and more work into an organisation’s work pipeline and expecting that everybody can pull it off.
An organisation full of nice people will, of course, pull it off by gritting their teeth, working overtime and getting exhausted. Then, the next issue on the table is: “Why is everybody on sick leave so much?”.
Meanwhile, you know better by having executed a series of tests to replicate, expand, relocate or increase the bottleneck capacity so that it’s not that big of a problem anymore.
Well, that’s that about theory, and now for a practical exercise:
Here’s a continuous improvement method to get you started right away
Here at Seomphony we like practical ways of approaching things, so here’s a paper version of the method we use:
Make an inbox
Take a piece of flipchart paper and tape it to the wall horizontally, in a place where employees can’t avoid it.
Place a stack of sticky notes and markers and a note nearby that says:
“Missing something?
Any ideas?
Add them here!”

Meet once a week
and analyse the contents of the stickers.
Except: your first task is to agree on a team that will start meeting once a week to discuss new ideas and addressing issues.
The team is an absolutely essential part of this method.
Unless a team is appointed, nothing will happen to the items.
It may therefore be necessary to pause here for a while until a team is appointed and its roles and responsibilities are clear.
Prioritise items
Once the team is assembled, put another piece of flipchart paper on the wall horizontally and draw a table like the one below:

So:
- On the X-axis, whether the task is difficult or easy to do, and
- On the Y-axis if doing it is of little or much benefit to the external customer?
This is a version of Eisenhower’s Urgent/Important exercise, with the difference that it contrasts two often competing factors: customer satisfaction and effort:
- You can make customers very happy, but at the cost of a lot of work.
- Conversely, it may be nice to do the easy things, but not all of them are exciting for the customer.
Here we emphasise the external customer perspective: most organisations have teams whose direct customer is another internal team. However: if the focus is always on the internal team, there is a risk that the actual paying customer is ignored. We understand that the external customer perspective can sometimes be difficult to reach, but strive for it. It’s healthy because that’s probably where your paycheck comes from.

Ok, then,
Once a week at your meeting
- Take one sticky note from the inbox and read it out loud.
- Discuss whether solving the problem or implementing the idea is easy or difficult
- And whether doing it is of much or little benefit to the (external) customer.
So after the discussions, the situation looks something like this:

Note: If a field gets filled up with notes, you can divide the field into another 2×2 table and re-prioritize.
Do not put the tiles on the border, i.e. on top of the lines. This often becomes a habit where all the tasks end up being a little bit of this and a little bit of that. Bravely just stick the notes in one box!
You can see right away that
- The greens should be put into planning right away because they are easy to implement and bring relatively lot of value for the customer
- The yellow ones can be planned later. The benefit may be small, but implementing these shouldn’t take long, either.
- The orange ones require more research and may be so complex that they need a project, because they most likely will consume resources.
- The red ones can be done if there is time, but it is worth asking if these are worth spending time on at all. Depends on how many other ideas you have on the table.
We recommend this kind of rough division, as continuous improvement is a long-term process, but your staff also need to get regular sense of achievement.
Those you get when you test the implementation of a green item every now and then. That way you show the staff that something is actually being done.
Start testing
Once the prioritisation is done, the actual testing of things starts with the Deming Cycle.
Note the wording above: in systematic continuous improvement, you don’t just jump to a solution and say this is how it turned out.
Instead
- first design a test (P),
- which is then performed (D)
- and the effect of which is measured (S).
- If We like it, then we implement it (A), and if not, we go back and design a new test.

The PDSA Kanban
So next, take a third piece of flipchart paper and draw the following table on it. This kind of thing is called a Kanban table (it’s a Lean tool, too), and here we’ve extended it into the PDSA format.
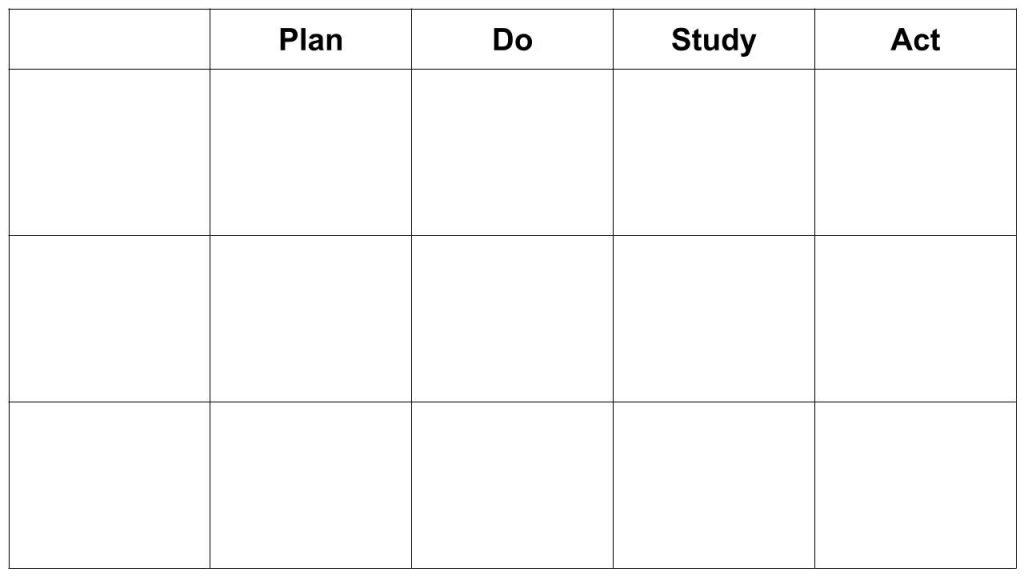
Then, discuss who is the best person to plan and do the first test. Note: the test leader does not necessarily have to do the actual test themselves, but can delegate it or part of it to someone else, BUT needs to be able to describe the status at any time.
Either way, when items enter into the Plan stage, write in the first column the names of the test leaders are conducting the tests. There should only be 1-2 to start with.
Then agree on the rules for the start-up phase:
- The leader of each test gets to stick a note from the prioritization table in his or her own Plan column when the test planning starts.
- You can move the note to the Do column when the test leader can explain at a weekly meeting
- how the test will be done,
- how its effect will be measured, and
- how it will be implemented AND how to ensure that there is no return to the old way of working AND, if the test result was not suitable, how to return to the old way of working.
- Then just test, study and make decisions.
- The Act column will sooner or later start to accumulate notes, so then do a test where you file the notes somewhere to see if it’s better to keep the completed tasks on the board or in some separate archive.
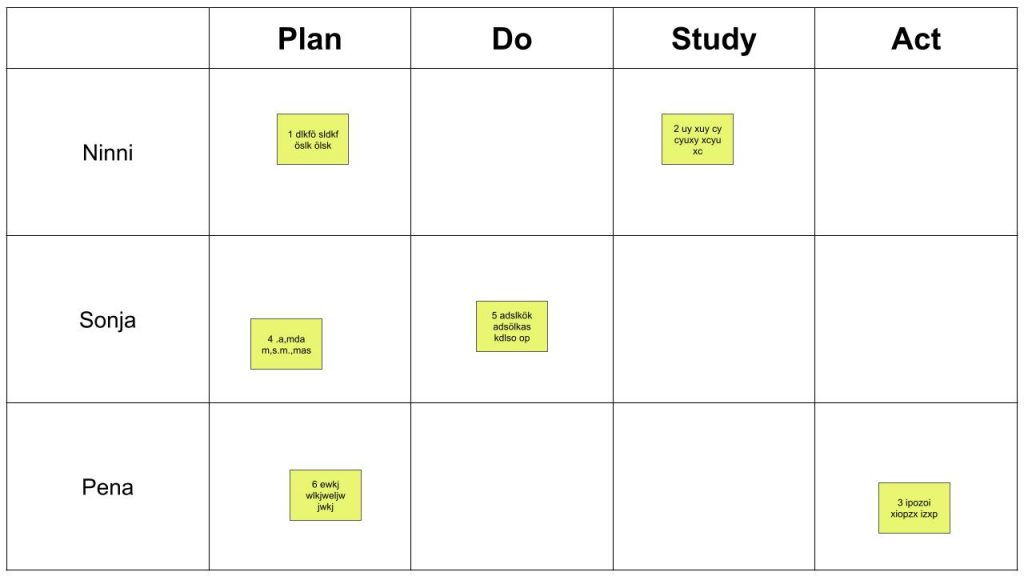
After a while, the board will look something like this:
How to manage your continuous improvement capacity?
An important point:
- There must be X number of tabs in the columns.
- And each author may have Y number of labels in his own row.
What X and Y are depends on your capacity for continuous improvement.
You won’t know that at first, so we recommend you take this test:
Each person should only have two tests in progress at a time
(i.e. no more than two papers in their own row).
It may also be important to agree on the following:
Only two tests at a time in the Do column in the team
(i.e. in the actual work phase). This is to avoid overloading the team’s normal activities.

You can start to deviate from the above principles when you begin to see how many improvement ideas come your way and how much work they take.
Once you know that, you can start to increase the number of tests.
BUT: can you guess how to do the increase?
Exactly: you first conduct a test that tests whether ONE person can have three tests in work. If they can, you’ll then do a test where you allow three tests to be run by two workers. And so on.
Or: can the organization withstand three tests running at the same time without major disruption and if so, test whether it can withstand four? And so on.
Are we at the finish line yet? Well, not quite:
Continuous improvement requires systems thinking
Continuous improvement sounds great, but as Madonna sang: “The road to hell is paved with good intentions”.

So now we come to the final thesis of this article and that is systems thinking.
You have to make improvements in order to keep up with the competition, but: it is essential to develop a systemic mindset at the same time.
In short, systems thinking is about
- understanding the parts of your organisation and how they interact with each other, and,
- when you plan to propose improvements and test them, you know how to take into account how the parts interact with each other in the design phase of the tests.
However: if you are at the beginning of a systematic improvement process as an organisation, or even if you are in a new role or job, you may not know how the parts interact with each other yet.

This is why, in the Plan phase, it is essential that
- when Planning a test, you can explain to others what you know or think the test will affect AND,
- if the outcome is undesirable, how to go back to the way things were,
- so that you can then plan a better test that takes into account the effect that you did not anticipate.
Tools for continuous improvement
Nothing beats sticky notes and flipchart, but of course it all requires being in the same physical space.
If you don’t have these or are remote, the very basic PowerPoint or the free Google Drive Presentations are completely ok for prioritising, as long as you draw the necessary table on it.
Continuous improvement really is not about what tools to use, but the scientific approach you take.
Inbox on the other hand can be created for free with a basic email of course, but an even better solution is Trello, because you can send an email directly there as well, and it will turn into a kanban board task automatically.
Trello is also good because you can design the kind of Kanban table you like.
Microsoft Planner also allows you to make a Kanban board, but there are certain limitations and Planner does not seem to be free.
There are other tools, but here are a few.
Continuous improvement is enhanced by communication
Finally, continuous improvement needs to be communicated.
I’ll leave it up to you to decide what kind of communication about continuous improvement you want to publish in your organisation’s communications in general.
But we do know that there is at least one method to increase internal commitment to continuous improvement in particular:
Public thanks.
Having interviewed various continuous improvement teams around the world, one internal communication method stands out above the rest: publishing one A4-sized “success story” of continuous improvement ideas after implementation, e.g. on the wall of the staff cafeteria or other place where staff cannot avoid the message.
In such cases, it is worth describing
- What the idea was
- Who the idea came from
- How it was tested and what the results were
- Who else was involved
- What was the benefit
- And include a picture of the design, test or implementation situation
- And the name of the person to contact for further information
It may not take much to compile and publish such messages, but public, visible praise goes a long way to reducing resistance to change and engaging staff.
Try it!
And did you already guess how the communication should be planned?
Exactly: you plan a test to see what kind of message content works, another to test the communication frequency, a third to test the channel (intranet, email, bulletin board), and so on.

That’s it for now!
PS. Want to know more about the origins of continuous improvement? Check out, for example, “The Toyota Way to Continuous Improvement“. Please note: As an Amazon Associate, I earn from qualifying purchases.)